



















































Применение
Промышленный фуговальный станок для фугования - строгания заготовок с одной стороны из древесины

Описание
Фуговальный станок Powermatic PJ-1285 с шириной обработки 12 дюймов (300 мм) имеет классическую конструкцию, в целом аналогичную уже известным моделям индустриального класса (PJ-1696 и PJ-1696 HH), и отличается от них в основном компактностью и меньшим весом. Он призван занять ранее пустовавшую, но востребованную нишу между 8- и 16-ти дюймовыми моделями.
Фуганок комплектуется стандартным ножевым валом с прямыми лезвиями, но может быть переоборудован для работы валом helical, причем в последнем случае используются двухсторонние ножи прямоугольной формы. Поскольку твердосплавные ножевые сегменты helical зафиксированы жестко, для установки их выступания предусмотрена регулировка высоты приемного стола (есть настраиваемые концевые упоры, рычаг подъёма/ опускания и маховик фиксации).
Массивная и жёсткая конструкция с мощными литыми чугунными деталями (столы, фуговальный упор, элементы рамы) и точными удобными регулировками полностью соответствует высокому классу марки Powermatic, которая многие годы служит «Золотым стандартом» для мастеров во всем мире.
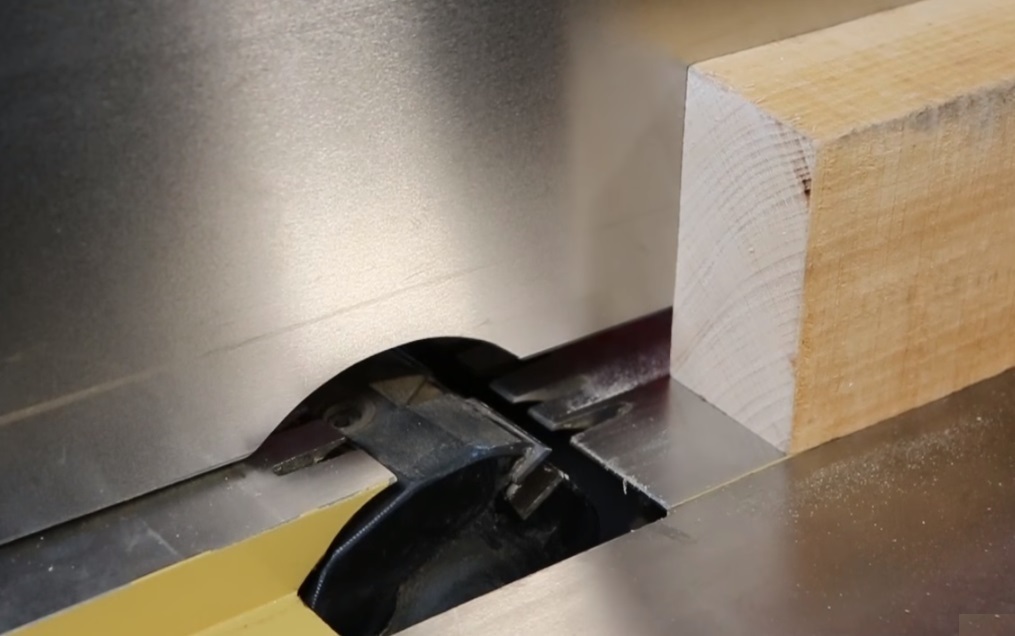
Фуговальный станок должен быть установлен на твердом, ровном полу в сухом помещении с достаточным освещением и вентиляцией. Оставьте достаточно места вокруг станка для подачи и разгрузки заготовки, а также для проведения регулярного технического обслуживания. В дальнейшем станок можно закрепить, прикрутив к полу с помощью фиксирующих винтов через отверстия с внутренней стороны стенда. 5. Станок оснащен шумоподавляющими губками ножевого отверстия стола. Однако, отражение звука от стен, потолков и другого оборудования в рабочем помещении должно быть сведено к минимуму.Станок должен быть заземлен.
Перед эксплуатацией фуговального станка модели 1285 убедитесь, что ножи затянуты надлежащим образом. На ножевых валах со спиральным расположением ножей проверьте, чтобы каждый нож был затянут надлежащим образом.


Преимущества
-
Возможность установки строгального вала helical
-
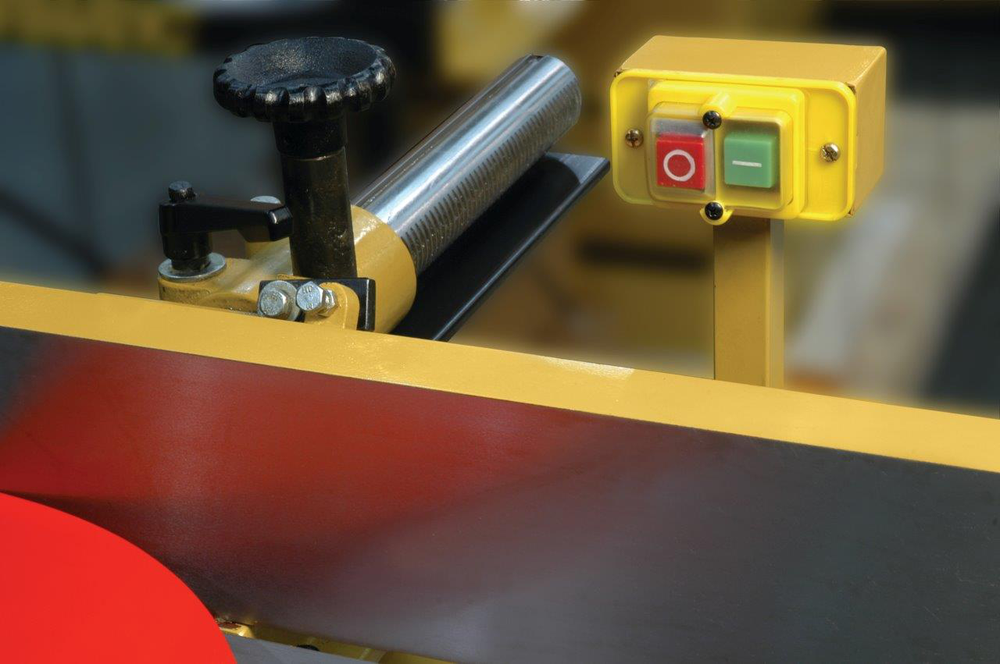
Регулировка глубины строгания
-
Регулируемый фуговальный упор
-
Сдвижное ограждение ножевого вала
-
Фуговальные столы из чугунного литья
-
Фуговальный упор из чугунного литья

Характеристики
Потребляемая (выходная) мощность двигателя, кВт 3,5 (2,2)
Напряжение, В 400
Частота вращения строгального вала 5000 об/мин
Диаметр строгального вала 96 мм
Размер ножей (ДхШхТ) 300х30х3,0 мм
Количество ножей 3
Максимальная ширина заготовки, мм 300
Глубина строгания за один проход 0-3,0 мм
Размеры фуговального стола (ДхШ) 2130х300 мм
Размеры фуговального упора (ДхВ) 1200х130 мм
Длина фуговального стола, мм 2130
Угол наклона фуговального упора -45°-0-45°
Диаметр вытяжного штуцера, мм 100
Длина, мм 2130
Ширина, мм 720
Высота, мм 990
Масса, кг 346
Длина в упаковке, см 227
Ширина в упаковке, см 73
Высота в упаковке, см 102
Масса в упаковке, кг 400
Комплект поставки
-
Комплект ножей (установлен на валу)
-
Фуговальный упор
-
Ограждение ножевого вала
Производство Powermatic

Золотой стандарт с 1921 г. От семейного предприятия до ведущего производителя станков для деревообработки, эволюция Powermatic (Поверматик) отразила успех американской деловой изобретательности на протяжении 20-го века и в новом тысячелетии. Станки Powermatic отличаются высочайшим качеством исполнения и выдающимися характеристиками. Для промышленного применения и для столярных мастерских.
Рекомендация "Арсенал Мастера Ру"
Рекомендуем к покупке. Доставим в любой город России.
Техническое дополнение:
При обработке заготовки на фуговальном станке соблюдайте правило трехдюймового радиуса (75 мм). Руки оператора никогда не должны приближаться к ножевому валу на расстояние менее 75 мм.
Уделите особое внимание размещению фуговального станка в мастерской. Разместите станок таким образом, чтобы потенциальный отскок заготовки пришелся на стену и не представлял опасности для находящихся в рабочей зоне людей. 32. Никогда не давите на заготовку непосредственно над ножевым валом. Это может привести к врезанию ножевого вала как в заготовку, так и в пальцы оператора. Соблюдайте правило 3 дюймов (75 мм). Руки не должны быть расположены близко к торцам заготовки, двигать заготовку необходимо плавно и равномерно.
«Отброс» и опасность отскока заготовки могут возникнуть, когда на заготовке есть сучки, отверстия или инородные тела, например, гвозди. Также отскок может произойти при подаче заготовки против волокон структуры древесины. Направление волокон древесины должно совпадать с направлением подачи заготовки.

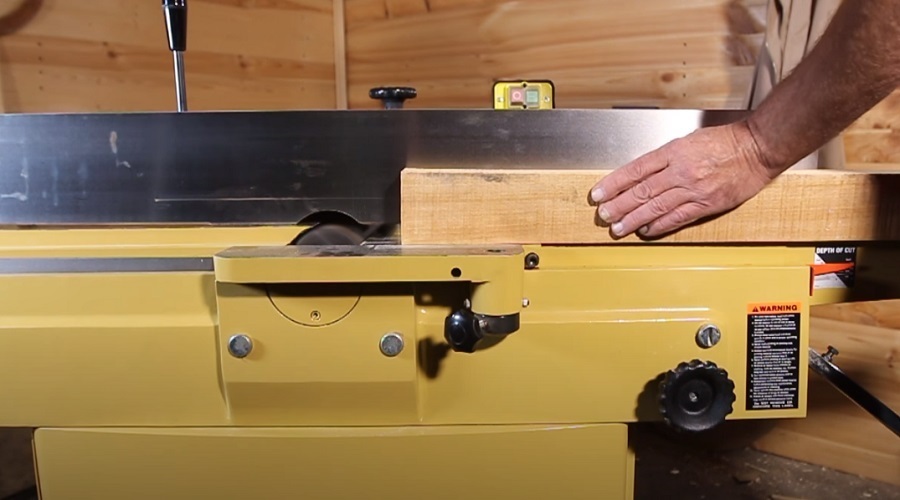
Начало работы: В начале работы левой рукой крепко прижимайте заготовку к подающему столу и упору, а правой рукой двигайте заготовку к ножевому валу. После того, как заготовка пройдет ножевой вал, ее обработанная поверхность твердо ляжет на разгрузочный стол. Левой рукой придавите заготовку на разгрузочном столе, одновременно прижимая ее к упору. Правая рука двигает заготовку, но прежде чем она достигнет ножевого вала, ее надо переместить на поверхность заготовки на разгрузочном столе. Затем заготовка двигается далее для завершения реза. Соблюдайте правило 75 мм (см. стр. 4). Никогда не проводите руками непосредственно над ножевым валом.
Торцевое фугование Торцевое фугование является самой распространенной операцией, выполняемой на фуговальном станке. Установите упор заготовки на ограничитель 90°, перпендикулярно поверхности стола. Глубина фугования должна быть минимальной, но достаточной для получения прямого торца. Не снимайте больше 3 мм материала за один проход. Плотно прижмите заготовку к упору ее самой гладкой и прямой стороной по всей длине. См. Рис. 26. 11.3 Фугование плоскости Операция обработки плоской поверхности заготовки показана на Рис. 27. Установите подающий стол на требуемую глубину фугования. За один проход рекомендуется снимать приблизительно 1,5 мм материала, так как это позволяет лучше контролировать качество фугования. Для фугования заготовки на желаемую глубину следует выполнить несколько проходов. При фуговании коротких заготовок или заготовок толщиной менее 75 Рис. 26 Рис. 27 19 мм всегда используйте прижим или толкатель
