























































































Применение
Набор для фрезерования шипового соединений для точного и быстрого изготовления ящичных шиповых соединений, с комплектом из 4-х фрез
Для соединений на прямой шип и ласточкин хвост с различными параметрами по ширине и глубине шипования.

Шиповое соединение ласточкин хвост является показателем искусной работы, однако многие столяры не используют его из-за его сложности.
С данным прецизионным шаблоном и фиксаторами работа становится несложной и увлекательной
-
просто прижмите заготовки к предустановленным стопорам
-
установите необходимый вылет фрезы и можно приступать к фрезерованию.

Преимущества
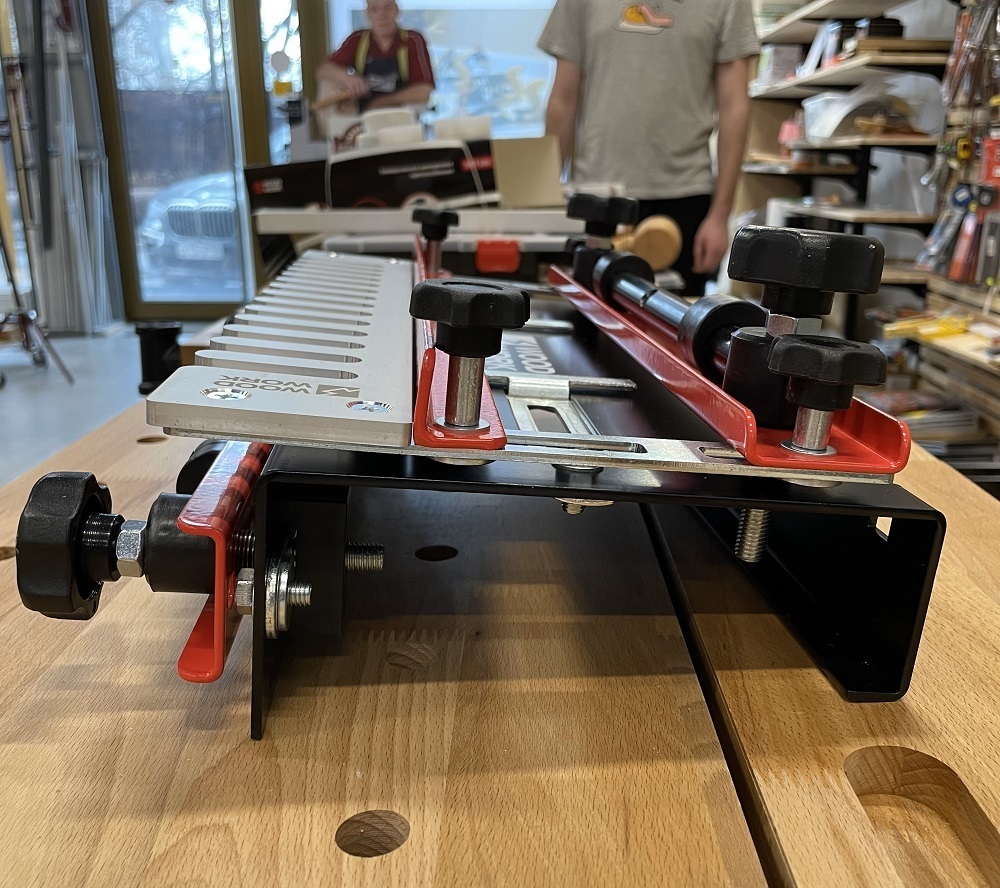
Данное шипорезное приспособление полностью выполнено из стали: корпус, шаблоны и зажим – всё сделано для идеального закрепления, исключающего перекос или сдвиг, обрабатываемых одновременно деталей.
Описание / Порядок работы
Сборка, подготовка
Шипорезка поставляется в готовой окончательной сборке и требует минимальной подготоки к работе
1. Установите требуемый шаблон и убедитесь, что все винты затянуты.
2. Прежде чем приступить к дальнейшей работе, надежно прикрутите шипорезку к рабочему столу. используя четыре монтажных отверстия (два отверстия в основании и два спереди).
3. Убедитесь, что шипорезка выступает за переднюю часть рабочего стола и опоры прилегают к верхней поверхности рабочего стола.
4. Навинтите рукоятку на эксцентриковый рычаг, а затем ввинтите его в поворотный стержень.
Подготовка заготовок
1.Заготовки должны быть обрезаны до нужного размера и иметь ровные прямоугольные края под углом 90° (*не забудьте учесть размер шипов типа "ласточкин хвост")
2. Всегда обдумывайте сборку конечного продукта и, соответствующим образом, правильно размечайте рабочие детали соединения.
Настройка упоров
1. Установите требуемый шаблон и убедитесь, что все винты затянуты.
2. Ослабьте стопорные болты боковых упоров и выдвиньте упоры.
3. Отрегулируйте верхний правый упор так, чтобы его левый край находился на одной линии с центром выступа гребня шаблона.
4. Проверьте, чтобы упор находился под углом 90° к передней поверхности шаблона, при необходимости отрегулируйте его.
5. Затяните зажимной болт.
6. Для смещения вертикальной заготовки относительно горизонтальной установите передний правый упор слева от верхнего упора на 1/2 шипа.
7. Повторите операцию для левых упоров.
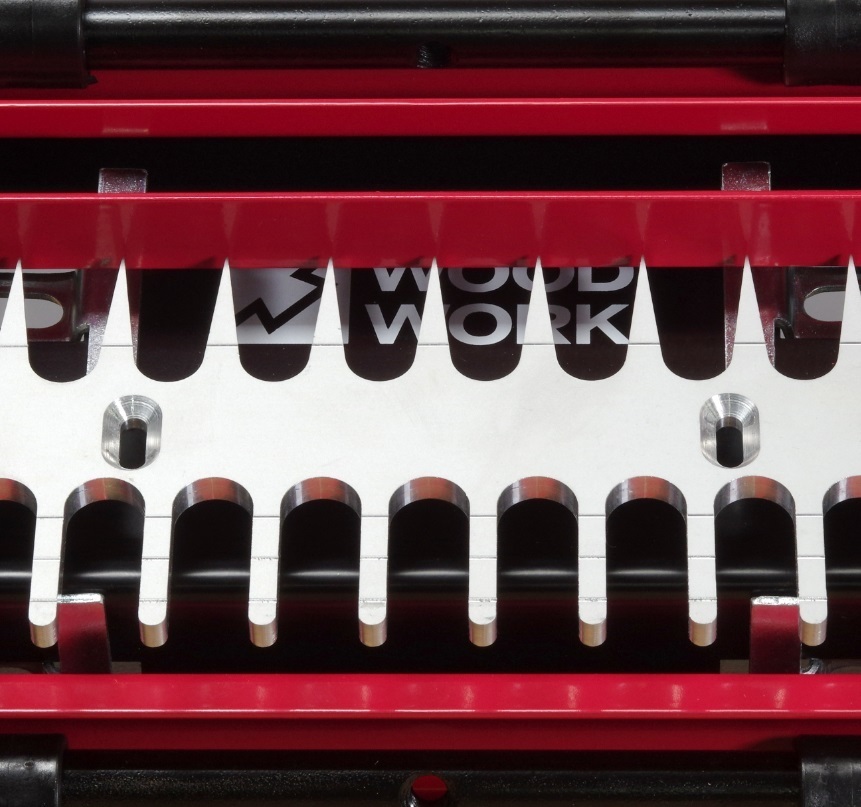
Настройка шаблона и заднего упора
1. Ослабьте крепежные винты.
2. Отрегулируйте положение сменного шаблона так, чтобы он не доходил до края заготовки на 2,5 мм, то есть заготовка ложна выступать на 2,5 мм за кончики гребня на шаблоне.
3. Чтобы выставить расстояние до упора, ослабьте зажимные винты и переместите его таким образом, чтобы его передний край находился от края гребенки на расстоянии, которое высчитывается по формуле *Расстояние до упора = 1/2 диаметра опоры (подошвы) фрезера + 2 толщины заготовки - 1/2 диаметра фрезы*
Установка заготовок
1.Прежде чем выполнять фрезеровку заготовки должны быть правильно закреплены.
2. Переместите оба эксцентриковых рычага вверх, чтобы прижимные планки переместились вверх и наружу соответственно.
3. Размещайте заготовки под прижимные планки и регулируйте распорные винты, пока планки не встанут плотно к заготовкам.
4. Зажим заготовки осуществляется за счет прижима эксцентриковыми рычагами - сначала нужно установить горизонтальную заготовку, она вставляется под верхнюю прижимную планку, прижимается к боковому упору и перемещается в сторону края гребня шаблона до тех пор, пока её передний край не окажется на уровне передней части корпуса шипорезки.
5. Далее эксцентриковый рычаг опускается вниз и зажимает заготовку.
6. После этого устанавливается вертикальная заготовка - она проходит под передней прижимной планкой и прижимается вплотную к боковому упору
7. Верхний торец за готовки должен совпасть с верхней поверхностью горизонтальной заготовки, после этого необходимо опустить эксцентриковый рычаг, чтобы зажать заготовку.
Установка фрезера (глубина фрезерования)
1. Убедитесь, что направляющая подшипника правильно установлена на фрезерном станке и что кольцо подшипника плотно удерживается стопорным винтом.
2. Вставьте фрезу в фрезер, используя ограничители глубины.
3. Отрегулируйте фрезу.
4. Глубина вылета фрезы зависит от варианта соединения: для соединения в полшипа - 10 мм, для соединения в полный шип (сквоз- ной шип) - 19 мм.
5. Глубина вылета фрезы очень важна и является основной причиной проблем с посадкой стыка - если глубина фрезерования слишком большая, то стык будет либо очень тугим, либо не будет совмещаться, если недостаточная, то стык шипов будет неплотным.
6. В любом случае перед окончательной фрезеровкой ваших чистовых изделий протестируйте настройки глубины вылета фрезы на ненужных заготовках, пробуя соединить полученные детали и проверяя их стыковку.
7. Во время настройки используйте ограничитель глубины фрезера и вносите изме нения примерно на 0,5 мм до тех пор, пока не достигнется правильная посадка.
Процесс фрезерования
1. Первый пропил рекомендуется делать из пробных деревянных заготовок, что позволяет проверить настройку без повреждения чистового изделия.
2. Убедитесь, что все винты затянуты, древесина правильно удерживается и не двигается.
3. Поместите фрезер на правую сторону шаблона так, чтобы фреза не касалась дерева, включите фрезер и дайте ему развить полную скорость.
4. Работайте слева направо, направляя фрезер в пазы шаблона и из них.
5. Убедитесь, что направляющая хорошо пропускает фрезу - всегда используйте пазы шаблона для направления фрезера, пусть фреза режет плавно, не прилагайте лишнего усилия на фрезер.
6. После завершения резки выньте фрезер из заготовки (не поднимайте и не вынимайте шаблон из шипорезки).
7. Выключите фрезер и подождите пока фреза полностью остановится.
Техническое обслуживание
Убедитесь, что распорные винты свободно вращаются, при необходимости смазывайте их.
Очищайте приспособление после каждой резки от стружки, опилок и пыли, если вы фрезеровали смолистую древесину, на приспособлении может остаться слой смолы, который следует удалить с по мощью мягкого растворителя.
Характеристики
-
длина заготовки макс. 305 мм
-
толщина заготовки от 11 мм до 25 мм
-
Вес 9 кг
-
Габариты 435 х 270 х 150 мм
-
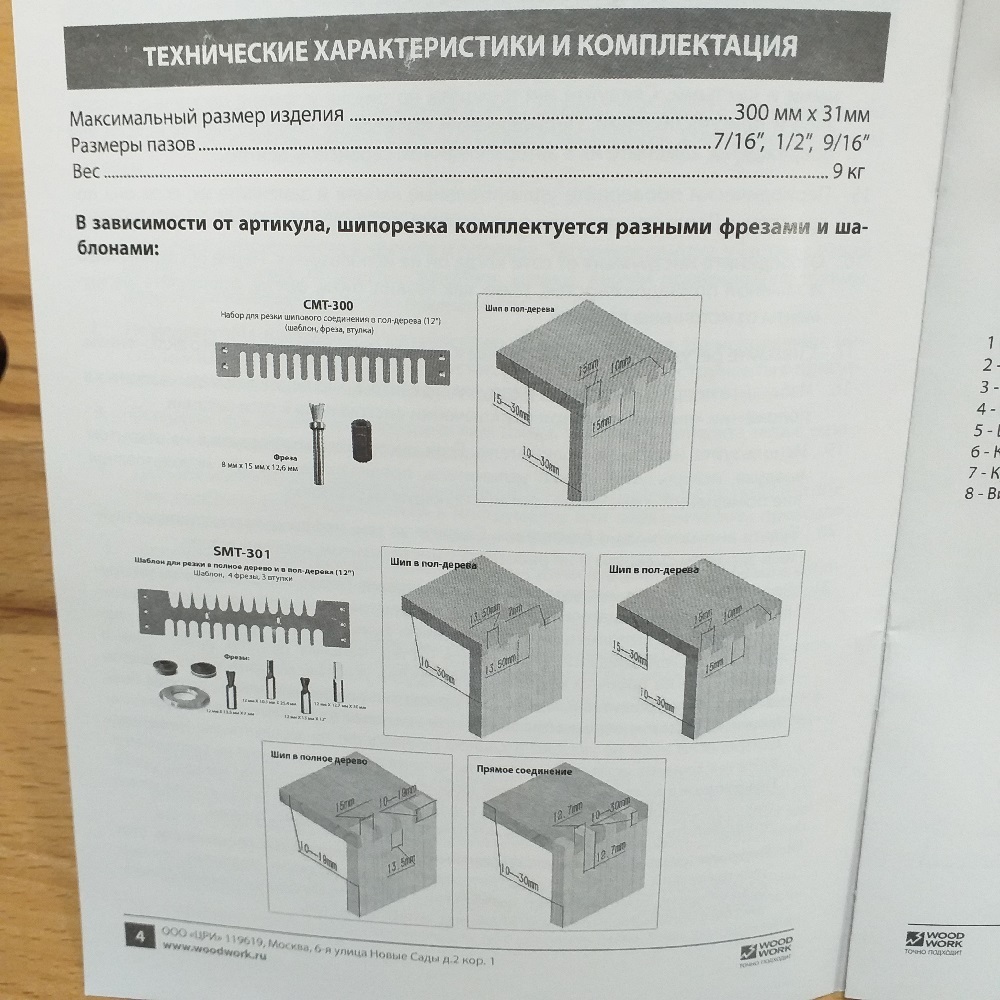
максимальный размер изделия 300х31 мм
-
размеры пазов 7/16", 1/2", 9/6"
Комплектация
один шаблон "2 в 1": для соединения ласточкин хвост в полдерева и для соединения ласточкин хвост в полное дерево
фрезы
-
12мм х 10.3мм х 25.4мм
-
12мм х 13.5мм х 7мм
-
12мм х 12.7мм х 30мм
-
12мм х 15мм х 12"
втулка 3 шт


Произведено Woodwork.

Оригинальные товары Woodwork (Вудворк) для столярной и деревообрабатывающей отрасли. Широкий ассортимент, доступные цены, много полезных приспособлений и решений.
Рекомендация "Арсенал Мастера РУ"
Новый аналог CMT300. Рекомедуем к покупке, доставим в любой город России.
