- Меню
Соединение круглыми шипами (шкантами) при помощи Шипорезной системы FESTOOL VS 600
Полезная статья применения. Рекомендуем!
Как изготовить соединение круглыми шипами деревянных заготовок при помощи:
-
шипорезной системы Festool VS 600 с оснасткой,
-
шаблона для шипового соединения DS 32 (можно обрабатывать заготовки шириной до 600 мм и толщиной от 6 до 40 мм)
-
а также вертикального фрезера и пылеудаляющего аппарата.
Все ссылки на инструменты внизу статьи.
Соединения круглыми шипами (наряду с плоскими шипами) относятся к стандартным соединениям деревянных заготовок при изготовлении мебели.
Данное соединение является достаточно прочным, оно пригодно для соединения досок, брусков, фанеры и ДСП. Стандартное соединение является невидимым.


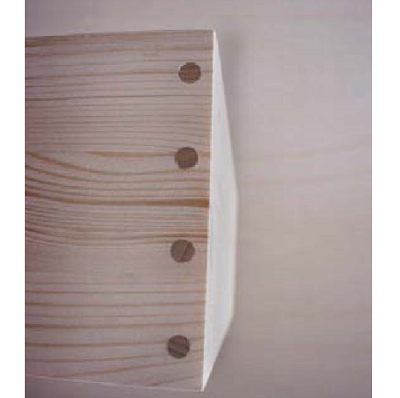
рис. 1 рис. 2
Совет
Если соединение в декоративных целях должно быть видно, возможно изготовление сквозных отверстий. (см. рис. 2)
Расстояние между центрами отверстий определяется шаблоном и составляет 32 мм (системная оснастка 32)
Диаметр шипов зависит от толщины заготовки. Эмпирическое правило: диаметр шипа = 1/2 – 1/3 толщины заготовки
Области применения
-
Угловые соединения при изготовлении корпусной мебели (A) (рис. 3)
-
Угловые серединные соединения при изготовлении корпусной мебели (B) (рис. 3)
-
Угловые ящичные соединения
-
Рамные конструкции, к примеру, рамы из закрытых профилей
-
Соединения в ус для прямоугольных брусков и узких досок
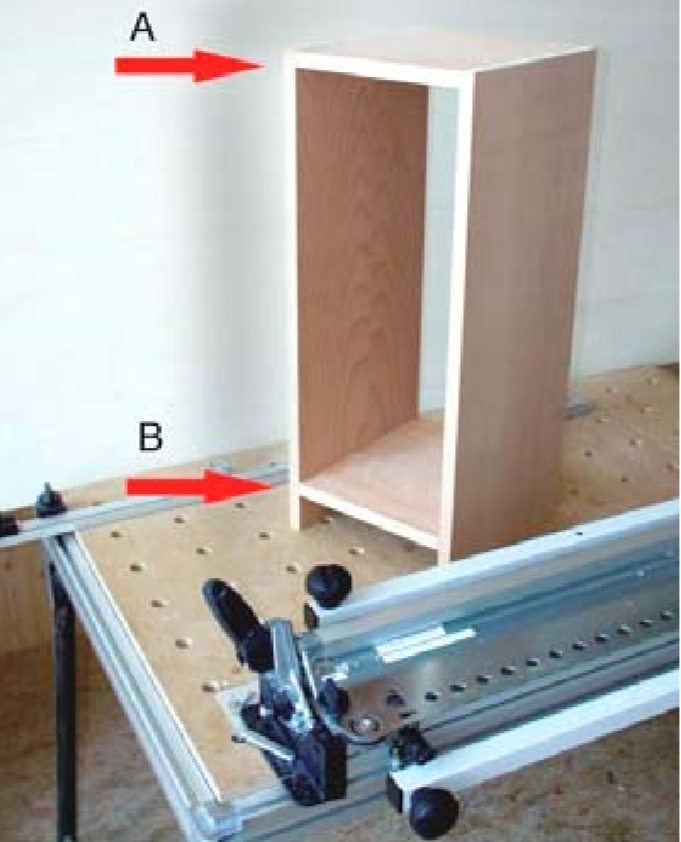
рис. 3
Преимущества соединения круглыми шипами
-
Высокая прочность.
-
При изготовлении разборной мебели может быть использовано для обеспечения дополнительной прочности.
-
Заготовки при сборке не соскальзывают (в отличие от плоских шипов)
-
Применяется для соединения массивов древесины и ДСП
-
Экономия времени и денег
Сложности использования этого типа соединения
Отверстия должны быть изготовлены абсолютно точно, коррекция требует больших затрат времени
Итак, задача
Изготовить соединение круглыми шипами деревянных заготовок при изготовлении мебели, при этом точно изготовить отверстия
Решение
Изготовим соединение круглыми шипами деревянных заготовок при помощи: VS 600 с оснасткой, шаблона для шипового соединения DS 32 (можно обрабатывать заготовки шириной до 600 мм и толщиной от 6 до 40 мм), а также вертикального фрезера и пылеудаляющего аппарата (подробный перечень применяемых инструментов в конце статьи).



рис. 4 рис. 5 рис. 6
Подготовка / настройка

рис. 7
-
Нанесите маркировку (в виде треугольника) на заготовки.
УКАЗАНИЕ:
При креплении заготовок либо кромки с маркировкой прилегают к упорам (рис. 18), либо маркировка направлена к центру VS 600!
РЕКОМЕНДАЦИЯ:
Края, которые должны быть соединены заподлицо, по возможности приложите к упорам

рис. 8
Подготовка вертикального фрезера
-
Установка копировального кольца (центрирование!).
-
Установка нужного сверла для разделки гнёзд под шканты.

рис. 9
Подготовка VS 600
-
Надёжно закрепите базовый модуль на рабочем столе с помощью резьбовых струбцин

рис. 10
-
Вставьте шаблон в опущенный держатель. Поворотный механизм находится в среднем положении.

рис. 11
-
Чёрные эксцентриковые регулировочные колёсики на шаблоне должны быть обращены вниз и прилегать спереди к базовому модулю. Так как шаблон может слегка прогибаться, следите за тем, чтобы он был до конца задвинут в держатель

рис. 12
-
Заведите передвижные упоры на передней стороне станины в обозначенные стрелкой выемки в шаблоне, так чтобы части упоров со стрелками прилегали к прямым кромкам выемок в шаблоне.

рис. 13
-
Поверните поворотные упоры с надписью наружу, заготовки прилегают непосредственно к цилиндру! (рис. 21)

рис. 14
Проверьте параллельность шаблона передней кромке станины. Если они не параллельны, выровняйте шаблон.

рис. 15
Регулировка шаблона по толщине заготовки (регулировка высоты)
-
Разожмите оба зажимных рычага (A) для регулировки высоты.
-
Поднимите шаблон в самое верхнее положение и зафиксируйте его.
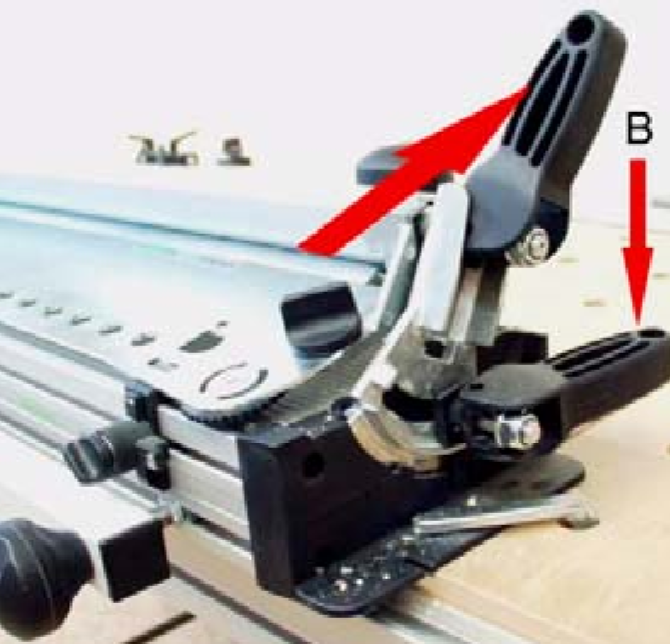
рис. 16
-
Разожмите правый зажимной рычаг (B) поворотного механизма.
-
Обеими руками одновременно наклоните назад обращенные вверх зажимные рычаги (A) для регулировки высоты. В результате этого шаблон переместится в заднее положение.
-
Снова зажмите рычаг (В).

рис. 17
-
Закрепите одну широкую или две более узкие заготовки в горизонтальном положении на станине.
-
Разожмите оба зажимных рычага (A) для регулировки высоты и опустите шаблон на заготовку. Обратите внимание на то, чтобы он находился точно в горизонтальном положении.
-
Снова зажмите рычаги.
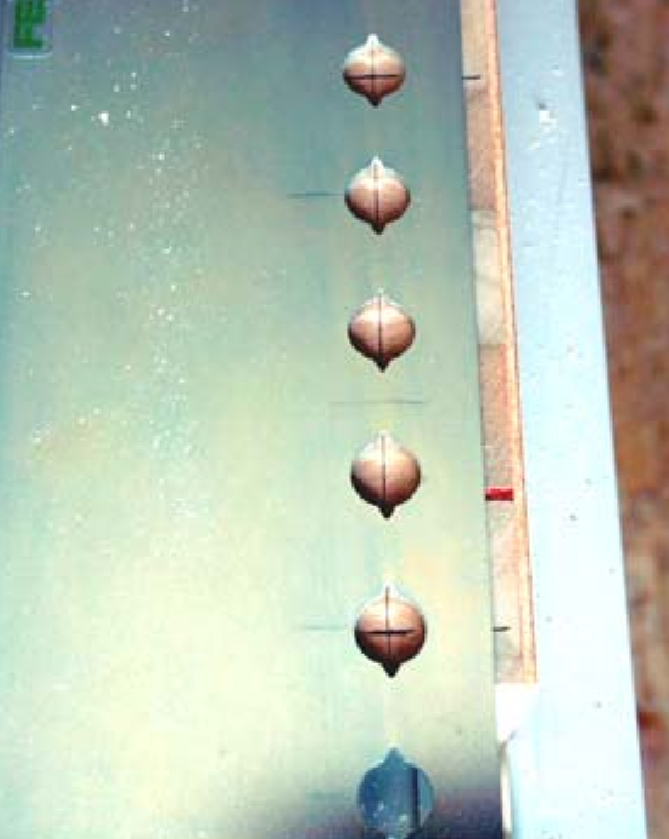
рис. 18
Регулировка положения шаблона
Прежде чем приступить к обработке заготовки, проверьте предварительно правильность регулировки, используя для этого обрезки.
(толщина обрезков должна совпадать с толщиной заготовки.)
Способ 1:
-
Прежде чем приступить к креплению.
-
С помощью точной линейки нанесите линию расположения отверстий на внутренней поверхности лежащих горизонтально заготовок и на торце заготовок, стоящих вертикально.
-
Закрепите заготовки в соответствии с приведенным выше описанием слева и справа, как для углового соединения.
-
Совместите маркировку оси отверстий шаблона с линией разметки.

рис. 19
Способ 2:
-
Установите шаблон в среднее положение. Вырезы маркировки оси отверстий должны находиться точно над стыковым швом горизонтальной и вертикальной заготовок. На практике применение данного способа давало неизменно хорошие результаты.
-
Если вы готовы к изготовлению соединения, поверните шаблон в среднее положение и опустите его на станину.
-
Прежде чем снять шаблон, поверните черные эксцентриковые регулировочные колесики таким образом, чтобы упоры спереди прилегали к станине. (Перед перестановкой выверните винты с крестообразным шлицем и затем снова подтяните их).
Теперь положение шаблона должно подходить для следующего использования.
ДАЛЕЕ Порядок действий
Поворотный механизм VS 600 используется только при соединении в шип. С его помощью можно перемещать шаблон в горизонтальной плоскости. Такой механизм необходим и удобен, поскольку при изготовлении угловых соединений позволяет крепить и сверлить обе заготовки одновременно.
- При сверлении отверстий на пласти шаблон смещается назад
- При сверлении отверстий в торце шаблон смещается вперед
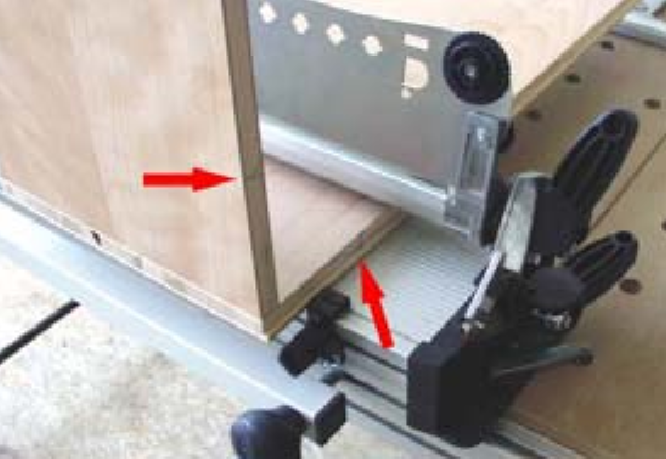
рис. 20
Крепление заготовок для углового соединения (в данном примере маркировки обращены к упору)
-
Возьмите две соединяемые заготовки, приставьте их друг к другу согласно нанесённой маркировке (стрелки) под углом. Заготовка, в которой отверстие должно находиться на пласти, лежит горизонтально на станине, внутренней поверхностью вверх. Угол, в котором предполагается сверление отверстий, обращён к передней кромке VS 600.

рис. 21
-
Поверните заготовку, в которой отверстие должно находиться в торцевой части, вниз (внутренней поверхностью наружу).
-
Обе поверхности, предназначенные для сверления, обращены вверх и выравниваются заподлицо.
-
Заготовки сбоку прилегают к упору.
-
Зажмите заготовки прижимной планкой.

рис. 22
Крепление заготовок для углового серединного соединения
Отверстия в пласти
Подготовительные работы: перед креплением на пластях следует отметить линии расположения отверстий.

рис. 23
Заготовки, в которых отверстия должны находиться на пласти, лежат горизонтально на станине, внутренняя пласть должна быть обращена вверх. Базовая кромка прилегает к упору!
Если речь идет о боковинах, то наружная поверхность всегда лежит на станине. В средних щитах отверстия могут располагаться с обеих сторон. Базовая кромка в данном случае также всегда прилегает к упору!
-
Разместите заготовку под шаблоном таким образом, чтобы линия расположения отверстий находилась точно под вырезами шаблона.

рис. 24
Отверстия в торцевой части
-
Заготовки, в которых отверстия изготавливаются в торцевой части, крепятся вертикально. Наружная поверхность прилегает к станине, внутренняя поверхность видна.
-
Шаблон перемещается в переднее положение.
-
Чтобы шаблон не опрокинулся, можно подложить, например, заготовку.
УКАЗАНИЕ:
технология такая же, как при формировании углового соединения (рис. 18)

рис. 25
Регулировка глубины сверления
Глубина сверления в пласти должна составлять ок. 2/3 толщины заготовки. Т. е. Нужно установить две разные глубины фрезерования. Глубина фрезерования отверстий в торцах должна быть больше соответственно длине вставных шипов.
-
Для установки разной глубины фрезерования используйте револьверный упор вертикального фрезера.
ПРИМЕР:
толщина заготовки = 19 мм
длина вставного шипа = 40 мм
глубина сверления в пласти = ок. 2/3 толщины заготовки = 15 мм
глубина сверления в торце = 25 + 2 мм на припуск = 27 мм
РЕКОМЕНДАЦИЯ:
При толщине заготовки от 18 мм и при использовании шипов 6 x 30 мм можно производить сверление с регулировкой глубины 16 мм в пласти и торцевой части.

рис. 26
Описание процесса изготовления
-
При сверлении отверстий в пласти (заготовка лежит горизонтально на станине) шаблон находится в заднем положении.
-
При сверлении отверстий в торце (заготовка в вертикальном положении прилегает к станине) шаблон находится в переднем положении.
-
Среднее положение при таком типе соединения не требуется!
ВАЖНО:
Не забывайте о разной глубине фрезерования! Если в горизонтальной заготовке вы просверлите отверстие с регулировкой глубины для торцевой части, оно окажется сквозным и заготовка будет повреждена. Кроме того, вы просверлите станину.

рис. 27
-
Установите частоту вращения электродвигателя на 6.
-
Подключите пылеудаляющий аппарат.
-
Вставляя копировальное кольцо фрезера в выемки шаблона, просверлите нужные отверстия. Обратите внимание на правильность положения, копировальное кольцо должно точно фиксироваться в отверстии шаблона.
РЕКОМЕНДАЦИЯ:
При формировании соединения в шип сверление отверстий с интервалом 32 мм не является обязательным. В зависимости от ширины заготовки одно-два отверстия можно пропустить. Удобно наносить метки смываемым водой фломастером.
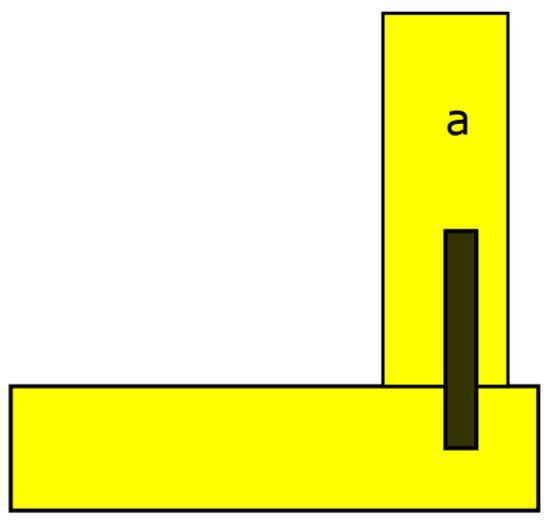
рис. 28
Коррекция
1. Заготовка (a) с отверстиями в торце отступает внутрь: шаблон смещен назад, ближе к зажиму.
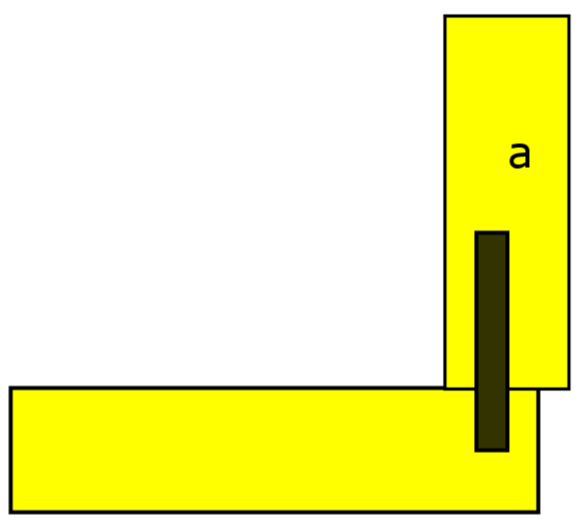
рис. 29
2. Заготовка (a) с отверстиями в торце выступает наружу: шаблон смещен вперёд.
Варианты применения

рис. 30
Поперечины
Переднюю поперечину выровняйте по передней кромке боковины, заднюю поперечину по задней кромке боковины.

рис. 31
Готовый корпус с двумя верхними поперечинами (угловое соединение) и приподнятым основанием (угловое серединное соединение)

рис. 32
Соединение в шип брусков рамных конструкций
-
При изготовлении рамных конструкций возможна такая ситуация, когда ширина бруска не позволяет использовать предусмотренное расстояние до упора.

рис. 33
-
В данном случае установите бруски по отверстиям шаблона, после этого сместите упор к заготовкам.

рис. 34
Шиповое соединение брусков рамных конструкций в ус
-
Переместите шаблон в переднее положение

рис. 35
-
При необходимости сместите упор в соответствии с шириной бруска

рис. 36
-
Готовое угловое соединение

рис. 37
Открытое шиповое соединение
В данном случае по-другому производится крепление заготовок:
-
Горизонтальная заготовка располагается над вертикальной. Внутренние поверхности в данном случае прилегают к станине. Углы выравниваются заподлицо и при этом идеально совпадают, даже если шаблон не установлен точно на 1/2 толщины материала, поскольку переворачивать заготовки не требуется.
-
Переместите шаблон в переднее положение, отрегулируйте глубину сверления и просверлите отверстие.
рис. 38
-
Открытые шипы могут выполнять декоративную функцию.
Статья подготовлена по материалам производителя Festool.
Используемые инструменты и оснастка:
В этом практическом примере используются следующие инструменты, оснастка и расходные материалы, по ссылке вы можете посмотреть описание, наличие, цены, оформить заказ / купить:
Вертикальный фрезер FESTOOL OF 1010
Вертикальный фрезер FESTOOL OF 1400
Шипорезная система соединительная FESTOOL VS 600
Шаблон фрезерный для дюбельного соединения FESTOOL VS 600 DS 32
Копировальное кольцо KR D 13,8 (входит в комплект поставки DS 32).
Свёрла для разделки гнёзд под шканты в зависимости от толщины древесины:
Имеются следующие свёрла этого типа (все в исполнении HW):
491065 Фреза-сверло FESTOOL HW S8 D3/16 (без центрирующего острия)
491066 Фреза-сверло FESTOOL HW S8 D5/30 Z
491067 Фреза-сверло FESTOOL HW S8 D6/30 Z
491068 Фреза-сверло FESTOOL HW S8 D8/30 Z
491069 Фреза-сверло FESTOOL HW S8 D10/30 Z
Варианты пылеудаления:
или:
Пылеудаляющие аппараты серии CTM
К другим статьям
- ВСЕ НОВИНКИ!
- ВЫБОР МАСТЕРОВ!
-
АКЦИИ! СКИДКИ, РАСПРОДАЖА
- ЧЕРНАЯ ПЯТНИЦА РАСПРОДАЖА -50% -40% -30% SALE
- ОСЕНЬ! Еще скидки до -40%
- MILWAUKEE Наборы 2024 до -42% и Легкий старт
- АКЦИЯ MIRKA СНИЖЕНИЕ ЦЕНЫ до -49%
- CMT ОСЕНЬ СКИДКИ до -45%
- АКЦИЯ WERA ОСЕНЬ 2024 СКИДКИ ДО -40%
- FESTOOL ОСЕНЬ 2024 ДЕШЕВЛЕ до -35%
- АКЦИЯ KNIPEX ОСЕНЬ 2024 СКИДКИ до -30%
- JET ЦЕНЫ НИЖЕ до -30%
- YORK ОСЕНЬЮ ДЕШЕВЛЕ до -28%
- FEIN ОСЕНЬЮ ВЫГОДНЕЕ ДО -35%
- Borma ОСЕНЬЮ ДЕШЕВЛЕ до -25%
- LUBAN ОСЕНЬ СКИДКИ ДО -22%
- ZetSaw ОСЕННИЕ ЦЕНЫ до - 22%
- CROWN ЦЕНЫ НИЖЕ ДО -20%
- PINIE осенью выгоднее -18%
- АКЦИЯ BELMASH НОЯБРЬ 2024 СКИДКИ -15%
- АКЦИЯ KRAUSE СКИДКА -15% на СТРЕМЯНКИ
- MANPA ОСЕНЬ СКИДКИ -15%
- Suehiro цены ниже до -15%
- HONGDUI ОСЕНЬЮ ДЕШЕВЛЕ ДО -13%
- SHOGUN ОСЕНЬЮ ДЕШЕВЛЕ до -13%
- NAREX осенью выгоднее -10%
- ВМЕСТЕ ДЕШЕВЛЕ! Выгодные комплекты
-
ПРОИЗВОДИТЕЛИ / БРЕНДЫ
- ПЕТРОГРАДЪ
- Belmash
- Bessey
- Borma
- CMT
- DE-TERO
- DICK / Dictum
- DIMAR / W.P.W
- FEIN
- Festool
- FLEX
- FARIDKAMAL
- JET
- Hongdui
- iGaging
- Gresson
- King Arthurs (Merlin)
- Knipex
- KRAFTOOL
- KRAUSE
- LUBAN
- Miki Tool
- MILWAUKEE
- Mirka
- Narex
- OSMO
- Pegas
- Piher
- Pony Jorgensen
- Powermatic
- PROCUT
- PROFI&HOBBY
- Robert Sorby
- SENCO
- Silky
- Shinwa
- Shogun
- STABILA
- Star-M
- Starmix
- SUNMIGHT
- Swanson
- TAJIMA
- TITEBOND
- Tojiro
- Thomas Flinn & Co
- Veritas
- VIRUTEX
- UNIQTOOL
- Wera
- Woodwork
- York
- Zetsaw
- Остальные производители
-
СТАНКИ
- Распиловочные станки / Форматно-раскроечные
- Ленточнопильные станки
- Торцовочные пилы с протяжкой / маятниковые
- Фуговальные и рейсмусовые станки
- Лобзиковые станки
- Фрезерные станки
- Шлифовальные станки
- Кромкооблицовочные станки
- Долбёжно-пазовальные станки
- Сверлильные станки
- Токарные станки
- Станки для заточки
- Станки по металлу
- Профессиональные станки (для бизнеса)
- Бытовые станки (для хобби)
- ОСНАЩЕНИЕ МАСТЕРСКОЙ
- ВЕРСТАКИ И СТОЛЫ
- СТОЛЯРНЫЕ РУЧНЫЕ ИНСТРУМЕНТЫ
- ВСЕ ДЛЯ ЗАТОЧКИ
- ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ И РАЗМЕТКА
- АККУМУЛЯТОРНЫЕ ИНСТРУМЕНТЫ
-
ЭЛЕКТРОИНСТРУМЕНТЫ
- Пилы
-
Шлифмашинки
- Шлифмашинки по дереву
- Шлифмашины для стен и потолков
- Шлифмашинки для авто ремонта
- Аккумуляторные шлифмашинки
- Эксцентриковые / орбитальные машины
- Ротационные машинки
- Зачистные шлифмашины
- Углошлифовальные / УШМ / отрезные машинки
- Дельтавидные машинки / утюжки
- Прямые шлифмашины
- Ленточные машины
- Оснастка для шлифмашин
- Дрели / Шуруповерты
- Перфораторы
- Лобзики
- Фрезеры ручные
- Полировальные машинки
- Болгарки / УШМ
- Электрорубанки
- Гриндеры и граверы
- Многофункциональные инструменты / мультитулы
- Перемешиватели / миксеры
-
СЛЕСАРНЫЕ И ЭЛЕКТРО - МОНТАЖНЫЕ ИНСТРУМЕНТЫ
- Ключи и трещетки
- Клещи
- Пассатижи и плоскогубцы
- Длинногубцы / Круглогубцы
- Щипцы для стопорных колец и хомутов
- Пресс клещи обжимные
- Ключи для электрошкафов
- Кусачки / Бокорезы
- Болторезы / Тросорезы
- Труборезы
- Кабелерезы
- Отвертки
- Стрипперы / для снятия изоляции
- Ножницы
- Ножи строительные
- Молотки и кувалды
- Гвоздодеры
- Напильники / Шаберы
- Пинцеты
- Наборы инструментов
-
СТРУБЦИНЫ / ЗАЖИМЫ / УПОРЫ
- Наборы и комплекты струбцин
- F - образные струбцины
- Быстрозажимные струбцины
- Верстачные упоры и прижимы
- Винтовые струбцины
- Корпусные струбцины
- Ваймы / Струбцины для склейки щитов
- Распорки / Распорные стойки
- Струбцины для шин направляющих и профилей
- Трубные струбцины
- Ленточные струбцины и зажимы / Стяжки
- Угловые струбцины
- G и C - образные струбцины
- Струбцины для сварки
- Зажимы / Прижимы / Защелки
- Аксессуары для струбцин
- ДИСКИ ПИЛЬНЫЕ
-
ФРЕЗЫ ПО ДЕРЕВУ
- ФРЕЗЫ ПАЗОВЫЕ
- ФРЕЗЫ ОБГОННЫЕ
- ФРЕЗЫ СПИРАЛЬНЫЕ
- ФРЕЗЫ РАДИУСНЫЕ / ДЛЯ СКРУГЛЕНИЯ
- ФРЕЗЫ ПРОФИЛЬНЫЕ
- ФРЕЗЫ ФАСОЧНЫЕ / СНЯТИЯ ФАСКИ
- ФРЕЗЫ ФИЛЕНОЧНЫЕ / ДЛЯ МЕБЕЛЬНЫХ ФАСАДОВ
- ФРЕЗЫ ЛАСТОЧКИН ХВОСТ
- ФРЕЗЫ УГЛОВЫЕ / V-ОБРАЗНЫЕ
- ФРЕЗЫ ГАЛТЕЛЬНЫЕ
- ФРЕЗЫ КРОМОЧНЫЕ / КАЛЕВОЧНЫЕ
- ФРЕЗЫ ДИСКОВЫЕ
- ФРЕЗЫ ДЛЯ ВЫРАВНИВАНИЯ ПОВЕРХНОСТИ /СЛЭБА
- ФРЕЗЫ ДЛЯ DOMINO
- ФРЕЗЫ ДЛЯ СРАЩИВАНИЯ / СКЛЕЙКИ
- ФРЕЗЫ ЧЕТВЕРТНЫЕ
- ФРЕЗЫ НАСАДНЫЕ
- ФРЕЗЫ ГРАВИРОВАЛЬНЫЕ
- ФРЕЗЫ ШИП - ПАЗ / МИКРОШИП
- СВЕРЛА - ФРЕЗЫ / СВЕРЛА ФОРСТНЕРА
- ФРЕЗЫ РАЗНЫЕ
- НАБОРЫ ФРЕЗ
- СВЕРЛА / ЗЕНКЕРЫ / БИТЫ
- КРЕПЕЖ / ШКАНТЫ / ДЮБЕЛИ
- АБРАЗИВНЫЕ / ШЛИФОВАЛЬНЫЕ МАТЕРИАЛЫ
-
МАСЛА / КРАСКИ / ВОСКИ / ЛАКИ
- ДЛЯ НАРУЖНЫХ РАБОТ ПО ДЕРЕВУ
- ДЛЯ ВНУТРЕННИХ РАБОТ ПО ДЕРЕВУ
- МАСЛА С ВОСКОМ И ВОСКИ
- МАСЛА ДЛЯ СТОЛЕШНИЦ
- МАСЛА ДЛЯ КУХНИ И ПОСУДЫ ИЗ ДЕРЕВА
- МАСЛА ДЛЯ ИГРУШЕК
- МАСЛА ДЛЯ МЕБЕЛИ
- МАСЛА ДЛЯ ПАРКЕТА И ПОЛА
- МАСЛА ДЛЯ ТЕРРАС
- МАСЛА ДЛЯ ФАСАДА
- МАСЛА ДЛЯ БАНИ И САУНЫ
- ЦВЕТНЫЕ КРАСКИ ДЛЯ ДЕРЕВА
- МОРИЛКИ И БЕЙЦЫ
- ЛАКИ
- РАСТВОРИТЕЛИ / СМЫВКИ И ОЧИСТИТЕЛИ / ВОССТАНОВИТЕЛИ
- АНТИСЕПТИКИ И ГРУНТОВКИ
- ШПАКЛЕВКИ
- СРЕДСТВА ДЛЯ РЕСТАВРАЦИИ
- КИСТИ / ПАДЫ / ЩЕТКИ И АКСЕССУАРЫ
- СРЕДСТВА ПО УХОДУ ЗА ДРЕВЕСИНОЙ
- КЛЕИ
- ПЫЛЕУДАЛЕНИЕ И ОЧИСТКА ВОЗДУХА
- ЛЕСТНИЦЫ / СТРЕМЯНКИ / ПОДМОСТИ
- ПОЛЕЗНЫЕ ОБЗОРЫ
- ИНСТРУМЕНТЫ В ПОДАРОК
- ПОДАРОЧНЫЕ СЕРТИФИКАТЫ






-
![Акция СКИДКИ до -45% на СМТ (Италия) : фрезы, сверла, дисковые пилы]() 19.11.2024Акция СКИДКИ до -45% на СМТ (Италия) : фрезы, сверла, дисковые пилы
19.11.2024Акция СКИДКИ до -45% на СМТ (Италия) : фрезы, сверла, дисковые пилы -
![Черная пятница в Арсенал Мастера!]() 11.11.2024Черная пятница в Арсенал Мастера!
11.11.2024Черная пятница в Арсенал Мастера! -
![АКЦИЯ -15% на СТРЕМЯНКИ ВЕСЬ НОЯБРЬ! Немецкие лестницы, стремянки, подмости, вышки Krause]() 07.11.2024АКЦИЯ -15% на СТРЕМЯНКИ ВЕСЬ НОЯБРЬ! Немецкие лестницы, стремянки, подмости, вышки Krause
07.11.2024АКЦИЯ -15% на СТРЕМЯНКИ ВЕСЬ НОЯБРЬ! Немецкие лестницы, стремянки, подмости, вышки Krause -
![ЦЕНЫ НИЖЕ до -30% на станки JET: репутация, проверенная временем]() 05.11.2024ЦЕНЫ НИЖЕ до -30% на станки JET: репутация, проверенная временем
05.11.2024ЦЕНЫ НИЖЕ до -30% на станки JET: репутация, проверенная временем -
![ОСЕНЬЮ ВЫГОДНЕЕ ДО -35%! Профессиональный инструмент FEIN из Германии]() 05.11.2024ОСЕНЬЮ ВЫГОДНЕЕ ДО -35%! Профессиональный инструмент FEIN из Германии
05.11.2024ОСЕНЬЮ ВЫГОДНЕЕ ДО -35%! Профессиональный инструмент FEIN из Германии -
![FESTOOL ОСЕННИЕ цены 2024: успейте купить!]() 04.11.2024FESTOOL ОСЕННИЕ цены 2024: успейте купить!
04.11.2024FESTOOL ОСЕННИЕ цены 2024: успейте купить! -
![АКЦИЯ НОВАЯ ! Скидка -15% на Деревообрабатывающие станки и инструменты BELMASH]() 02.11.2024АКЦИЯ НОВАЯ ! Скидка -15% на Деревообрабатывающие станки и инструменты BELMASH
02.11.2024АКЦИЯ НОВАЯ ! Скидка -15% на Деревообрабатывающие станки и инструменты BELMASH -
![ОСЕНЬЮ Дешевле Японские столярные ручные пилы Shogun!]() 01.11.2024ОСЕНЬЮ Дешевле Японские столярные ручные пилы Shogun!
01.11.2024ОСЕНЬЮ Дешевле Японские столярные ручные пилы Shogun!








-
![Столы и верстаки для Ваших Мастерских]() 05.11.2024Столы и верстаки для Ваших Мастерских
05.11.2024Столы и верстаки для Ваших Мастерских -
![Столярные ручные инструменты: выбирать легко!]() 01.11.2024Столярные ручные инструменты: выбирать легко!
01.11.2024Столярные ручные инструменты: выбирать легко! -
![Японские ручные пилы: самый большой выбор! ХИТЫ выбор Мастеров!]() 29.10.2024Японские ручные пилы: самый большой выбор! ХИТЫ выбор Мастеров!
29.10.2024Японские ручные пилы: самый большой выбор! ХИТЫ выбор Мастеров! -
![В ассортименте "Арсенал Мастера РУ" более 400 пил - ручных, электро, аккумуляторных!]() 28.10.2024В ассортименте "Арсенал Мастера РУ" более 400 пил - ручных, электро, аккумуляторных!
28.10.2024В ассортименте "Арсенал Мастера РУ" более 400 пил - ручных, электро, аккумуляторных! -
![Обзор 50+ примеров Соединения "Ласточкин хвост", типы и варианты применения]() 14.10.2024Обзор 50+ примеров Соединения "Ласточкин хвост", типы и варианты применения
14.10.2024Обзор 50+ примеров Соединения "Ласточкин хвост", типы и варианты применения -
![Столярное соединение "Ласточкин хвост": чем делать]() 14.10.2024Столярное соединение "Ласточкин хвост": чем делать
14.10.2024Столярное соединение "Ласточкин хвост": чем делать -
![Гриндеры Merlin 2 и Manpa. Резьба по дереву нового поколения]() 14.10.2024Гриндеры Merlin 2 и Manpa. Резьба по дереву нового поколения
14.10.2024Гриндеры Merlin 2 и Manpa. Резьба по дереву нового поколения -
![Оснащение для Вашей Мастерской]() 07.10.2024Оснащение для Вашей Мастерской
07.10.2024Оснащение для Вашей Мастерской

















Меню
Контакты
МЫ стали БЛИЖЕ
Присоединяйтесь
Способы оплаты




Задайте вопрос / Оставьте отзыв
© 2010- 2024 «Арсенал Мастера РУ - интернет магазин профессионального инструмента»
® ООО "Арсенал Мастера РУ"
Москва, Санкт-Петербург, Нижний Новгород, Казань, Краснодар, Новосибирск, Екатеринбург и все города России: удобная доставка в пункты выдачи Сдэк, ДПД, Деловые, Почта и др!
Все права защищены.
Информация на сайте не является публичной офертой. Цены и наличие необходимо уточнять у менеджеров.